13) Einstellungen bei Parallel-CAM operation setup
(Parallel bedeutet, dass der Fräser immer hin und her fährt und der Oberfläche folgt. Er bewegt sich dabei aber nur in einer Richtung(je nach eingestelltem Winkel) bis zum Ende und währenddesssen noch in der z-Richtung)
Unter CAM operation setup kann 4 verschiedene Einstellungen vornehmen. (Die Möglichkeiten ändern sich je nach Frässtrategie.)

blendercam_fraesstrategieparalleleinstellungen
Distance between toolpaths: Der Abstand zwischen zwei nebeneinanderliegenden Fräspfaden. Sollte immer kleiner wie der Fräserdurchmesser sein.
Folgende Bilder zeigen einmal 3mm Abstand und 6mm Abstand

blendercam_fraesstrategieparallel1

blendercam_fraesstrategieparallel6mm
Distance along toolpaths: Verstehe ich als Auflösung, d.h. wie nah die Punkte im G-Code beieinander liegen. 10mm gerader Verfahrweg würden dann bei 0,2mm bedeuten, dass 50 Punkte angefahren werden. Und entsprechend viele Zeilen Code produziert werden….
Angle of paths: Winkel der bevorzugten Fräsrichtung
Folgende Bilder zeigen 0° und 45°
blendercam_fraesstrategieparallel6mm

blendercam_fraesstrategieparallel6mm45grad
14) CAM optimisation –reduction path points – Zeitersparnis bei der Berechnung
Im Menu CAM optimisation habe ich bisher nur das Häkchen bei „reduction path points“ entfernt, weil so die aufwendigen Berechnungen schneller gehen- In einem Beispiel 28 Sekunden statt 47 Sekunden.
Weitere Funktionen in diesem Menüpunkt habe ich nicht ausprobiert.

blendercam-CAMoptimisation2
15) Schichtweise abfräsen-CAM Operation area
Da man meistens nicht die Leistung zur Verfügung hat die volle Materialtiefe auszufräsen und auch, weil die Schneiden der Fräser oft zu kurz sind, muss man sich beim Fräsen in die Tiefe in Schichten vorarbeiten.
Das geht im Menupunkt „CAM Operation area“ mit dem Häkchen bei „Use Layers“

blendercam-CAMopterationarea1
Wenn das Häkchen bei „Use Layers“ gesetzt ist. Wird die Tiefe entsprechend den im folgenden Feld eingegebenen Schritten ausgefräst.
Die folgenden Bilder zeigen 10mm vs 20mm.

blendercam_layers10mm

blendercam_layers20mm
16) Außenrum ausfräsen (ohne extra Operation) – CAM Operation area – Ambient
Wenn man die vorherigen Bilder anschaut sieht man, dass das Modell gar nicht komplett ausgefräst werden würde. Blendercam nimmt als Werkstück nur einen quaderförmigen Körper an, in den das Modell gerade rein passt.
Die Einstellung Ambient in CAM Operation area „all“ oder „around“(+ entsprechenden Radius) sollten dies möglich machen – tun sie aber nicht. Zumindest nicht in parallel. Funktionieren tut es aber bei der Frässtrategie „waterline“
Folgende Bilder zeigen den Unterschied zw. „all“ und „around“ bei der Frässtrategie parallel (bzw. großen Unterschied)

blendercam_layers20mmambientall

blendercam_layers20mmambientaround1cm
Frässtrategie „waterline“ Folgende Bilder zeigen den Unterschied zw. all und around.

blendercam_layers20mmambientallwaterline

blendercam_layers20mmambientaround1cm-waterline
Hier sieht man auch, dass die Frässtrategie „waterline“ für mein Modell wesentlich besser geeignet ist.
17) CAM Operation area – Operation depth start
Vom Name her könnte man von dem Menüpunkt „Operation depth start“ im Punkt „CAM Operation Area“ denken, dass es bedeutet, dass ab dieser Tiefe das Fräsen gestartet wird.
Leider hat es bei mir nicht funktioniert…… Das schichtweise Abtragen hat immer bei Null begonnen…..

blendercam_operationdepthstart
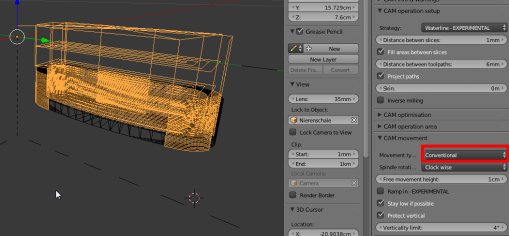
18) CAM Movement

bledndercam-CAM movement-movementtype
Im Menüpunkt CAM Movement kann man einstellen, wie sich der Fräser bewegen soll.
Maender: Schlangenlinien (Ist zwar schnell hat aber den Nachteil, dass einmal mit und gegen die Drehrichtung des Fräsers gearbeitet wird)
Climb: immer wieder hoch zu z=0 dann wieder auf die andere Seite – dauert lange, besonders bei langen Z-Achsen und Gewindespindeln.
Conventional: wie climb?- muss noch genauer untersucht werden

blendercam-cammovement-maender

blendercam-cammovement-climb
blendercam-cammovement-conventional
Free Movement height: Höhe über dem Modell die der Fräser zum Bewegen nutzt.
Hier muss man auch aufpassen, dass man nicht in die Endschalter fährt.(Falls dort der Nullpunkt liegt) – Ich habe es deshalb nie benutzt.

cam-movement-freemovementheight10mm

cam-movement-freemovementheight0mm
Weitere Optionen
Ramp in: Habe ich noch nicht getestet – verstehe ich aber so, dass der Fräser beim Eintauchen eine Rampe fährt – Falls ja, gute Idee , da meine Fräser in der Mitte nicht geschliffen sind und derzeit das Material einfach weg gedrückt wird.
Staylow if possible: Beim Testen habe ich keine Effekte bemerkt…..
Protect vertical: nicht getestet – immer aktiviert gelassen.
19) CAM feedrate
Hier können die Geschwindigkeiten eingestellt werden.

blendercam-menue CAMFeedrate
feedrate/minute: Vorschub bei Holz und schnell drehenden Fräsern einige m/minute….
plunge speed: relativ zum Vorschub die Geschwindigkeit zum Fräsen in Z-Richtung. Wichtig bei der Verwendung von Gewindespindeln an der Z-Achse und Zahnriemen an x und y. So kann die notwendige Dynamik an die Z-Achse angepasst werden.
plunge angle: keine Ahnung
spindle rpm: Spindeldrehzahl
20) Fräser definieren- CAM Cutters
Im Menüpunkt CAM Cutters können die Fräser definiert werden.
Einige sind schon angelegt (Radien-, Zylinder- und Fasenfräser)
Definiert kann unter anderem auch die Anzahl der Schneiden, Winkel und der Durchmesser.

blendercam-CAM-Cutter
21) CAM Machine
In diesem Menüpunkt können alle notwendigen Parameter für die Fräse eingegeben werden.
Machine presets: Hier kann mann seine eigene Fräsmaschine abspeichern
Post processor: Hier kann man das Ausgabeformat anpassen. (Bei Marlin passt fast das Format von Mach3 – fast deshalb, weil ich noch die Zeilennummern entfernen muss bevor es keine Fehler mehr gibt.
Split files: teilt die G-code-Dateien sobald sie den in „Operations per file“ eingegeben Wert überschreiten. – War bei uns nie notwendig.
Unit system: metrisch oder zoll
Work Area: Fräsbereich: der Bereich, der mit dem Fräser erreicht wird.
Feedrate minimum/min: Vorschub minimum
Feedrate maximum/min: Vorschub maximum
Spindlespeed maximum/min: Maximale Fräserdrehzahl

blendercam-CAMmachinemain
22) CAM Material Size and position
Hier kann man das zu fräsende Objekt automatisch positionieren lassen. Habe ich erst gerade entdeckt und deshalb kaum getestet. Funktionieren tuts….

blendercam- CAM-material size and position
23) CAM Chains
Leider habe ich diese Funktion noch nie getestet und kann nichts dazu sagen.

blendercam-camchains
24) Pack curves on sheet
Funktion um verschieden Modelle ideal auf einer Fläche zu positionieren, sodass wenig Abfall entsteht.
Noch nie gestet – ich habe bisher immer nur ein Teil gefräst.

blendercam-packcurvesonsheet
25) Slice Model to plywoodsheets

blendercam-slicemodeltoplywoodsheets
Mit dieser Funktion kann man ein 3 D-Modell in Schichten zerlegen, diese einzeln – mit einem Lasercutter oder Fräse ausschneiden und dann aufeinander stapeln um wieder ein 3D-Modell zu erhalten.
-Habe ich noch nie gestest.
















































































































































Neueste Kommentare